



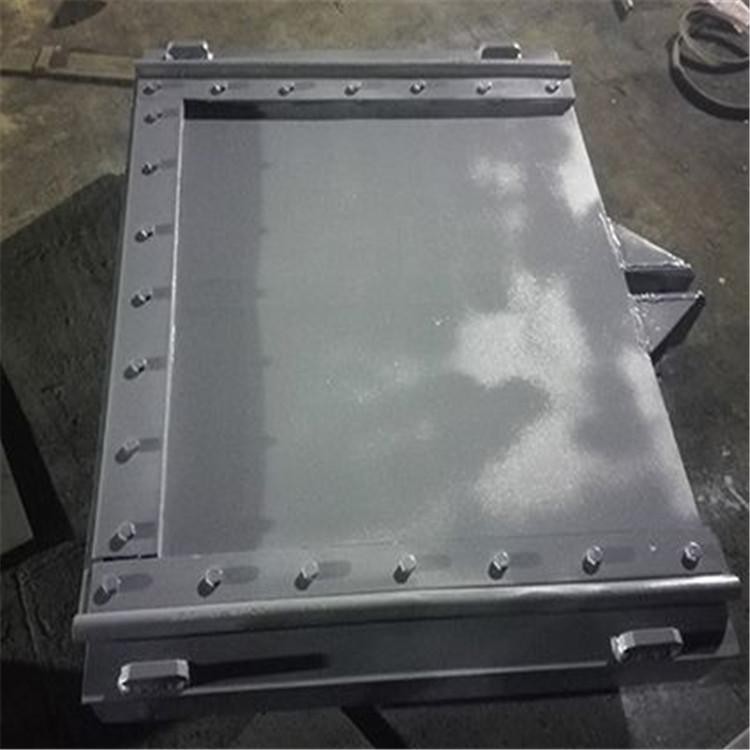
机闸一体不锈钢闸门&钢制方形闸门适用范围
喷锌 喷锌与除锈间隔时间尽可能缩短。表面预处理质量评定合格后,立即进行热喷锌防腐施工。其间隔时间当在比较潮湿或工业大气等环境下,应在4h 涂层完毕,晴天或湿度不大的条件下12h 完成首道涂层。锌丝的含锌量应大于99.99%,其基体表面应光洁、无锈、无油、无折痕,一般选用直径为3.0mm 的锌丝。热喷锌所 用的压缩空气应清洁、干燥、压力不等小于0.4MPa,喷枪与基体金属表面成直角,距离为100- 200mm,移动速度控制在喷一次的锌层厚度为40- 60μm为宜。各锌带之间应有1/3 的宽度重叠,各喷锌层之间的喷枪走向应互相垂直,交叉覆盖,各层厚度应均匀(工地安装焊缝两侧应预留100- 150mm宽度不进行喷锌)。喷锌要达到三个指标:外观、厚度、结合性能。锌层外观应均匀、不能有起泡、鼓泡、粗颗粒、裂纹、掉块 等缺陷。厚度用数字显示的测厚仪按规范要求测量, 热喷锌层最小局部厚度不得小于160μm。锌层的结合性能检查用切割试验法进。
钢制闸门应用规范:
1、大型钢制闸门适用于各类水利工程的安装(进水渠,建议选择闸前上游三边止水进行河道排水;进水闸孔,建议选择闸后下游四边止水)
2、本规范为整体钢结构,建议采用单吊机。
3、如果有规定,则为钢结构装配类型。建议采用双吊机或卷扬机。
4、启闭机应根据用户水利工程的水头(启闭力=水头+闸面积、重量+螺杆重量+摩擦系数和安全系数)配置。

我厂生产制造的钢闸门类型齐备,可适用各种各样场所,具备合理配置牢固、耐磨损耐腐蚀性强、特性靠谱;安裝、调节、应用、维护保养便捷等特性。钢闸门广泛运用于提灌、水电厂、水利枢纽、河道、生态环境保护、废水处理、水产品养殖等水利水电工程。平面图钢闸门、钢闸门有定轮钢闸门、拖动钢闸门及髙压生铁闸门、弧型闸门等钢架结构闸门以高品质厚钢板为板材,选用硫化橡胶止水、防腐蚀方法为表层开展不锈钢抛光防锈处理及热喷锌,商品可依据客户出示工程图纸生产制造制做。
钢制闸门防腐施工前的准备
1.1 领会设计意图,把握规范要求,设计单位的防腐设计说明和水利部的防腐蚀规范是防腐施工的依据。 1.2 检查防腐所用材料的出厂合格证及其他资料,防腐所用的锌(铝)、漆等原材料均应满足设计和规范要求。
1.3 检查钢制闸门的排水系统,闸门背水面的横梁上应有完善的排水系统,检查这些部位是否排水通畅。假如闸门排雨水不通畅,形成水槽、水仓,在运用过程中这些部位的防腐涂层经常处于水浸或干湿交替,容易被腐蚀,严重影响使用寿命。
1.4 制定严密工艺流程及相应的质量保证措施,经技术主管部门审查同意后严格执行。
2 防腐蚀施工
2.1 喷射(喷砂)除锈 这是一道关键工序,除锈要达到两个指标:表面清洁度和表面粗糙度。表面清洁度是指除去钢铁表面的氧化皮、铁锈和其他附着物的程度,清洁度等级越高,涂层保护效果越好。表面粗糙度是指钢板表面的粗糙程度,合适的粗糙度使涂层与基底很好咬合,从而具有理想的结合力。喷射处理所采用的磨料必须清洁、干燥、磨料粒径应在0.5- 2.0mm范围内,磨料采用金刚砂。喷射处理所用的压缩空气,必须经过冷却装置及油水分离器处理,以保证压缩空气的干燥、无油、空气压力在0.4- 0.6MPa 范围内。喷射处理后的金属表面清洁度等级不低于GB8923 中规定的Sa21/2 级。钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,评定表面清洁度时,被查基本金属表面与相应的照片进行目视比较,用比较标准样块法评定表面粗糙,表面粗糙度在Rz60- 80μm 范围内。喷砂除锈的工作环境,空气相对湿度低于85%,基体金属表面温度不低于露点以上3℃。喷射完毕,用压缩空气吹净基体表面的灰尘和积砂。



